The importance of the pH value for particle size analysis
Determining the particle size of a dispersion is an essential process of laboratory analysis in many branches of industry and research. Depending on the application, the particle size of the material under investigation can affect the physicochemical, biological or sensory properties of the final product. For this reason, it is essential to determine the size distribution of the primary particles as accurately as possible. In addition to the evaluation of suitable process parameters and accurate sampling, the correct dispersion of the sample is a critical factor for the accuracy of the measurement. Particularly in the case of wet dispersion, the influence of changing various parameters, such as pH, can be used strategically to increase the quality.
Relationship between pH value and optimal wet dispersion.
For ideal wet dispersion, breaking up possible particle agglomerates by the application of chemical or physical energy is the goal. In the simplest case, homogenization and de-agglomeration of the sample during wet analysis can be achieved by the pumping motion of the suspension or emulsion contained in the closed liquid circuit. In addition, surfactants provide a reduction of the interfacial energy of the solid-liquid phase or a treatment with ultrasound provides an additional energy input, which should lead to a so-called end-dispersed state of the dispersion. In addition to temperature, the stability of a wet dispersion is particularly dependent on the pH value. This means that the particle size distribution can vary considerably at different pH values of the suspension or emulsion under investigation due to the formation of agglomerates. In addition to the formation or dissolution of agglomerates, the pH value can also affect the sinking rate of a sedimentation or the solubility of a dispersion. For the user, the search for a reproducible and meaningful result may well seem endless in the case of unknown samples, because it is necessary to solve an equation with several unknowns. Starting with the quality of the water, over interaction phenomena up to the mentioned decomposition processes - the steps of the dispersion have to be adjusted in the right direction. Consequently, besides a control of the temperature, a monitoring of the pH-value is equally advisable. Compared to the metrological determination of the zeta potential (electric potential of a moving, dissociated particle of a colloidal dispersion), the pH value is an easy to determine and widely used parameter, which, if varied, directly influences the equilibrium between dissociation and adsorption and thus the zeta potential.
Dependence of particle size distribution on the pH of the emulsion using the example of milk
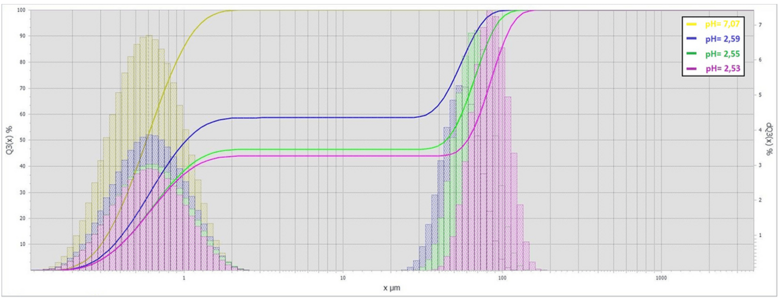
A phenomenon familiar from everyday life is sour milk. The lactic acid bacteria gradually decompose the lactose and the casein contained in the milk coagulates. A flocculation becomes visible. This process of milk protein coagulation can be brought about artificially by lowering the pH value of the milk, for example by adding citric acid. Figure 1 shows a clear dependence of the particle size distribution on the pH value of the emulsion. Both the cumulative curve Q3(x) in line representation and the distribution of the particle size classes dQ3(x) as a column diagram as a function of the particle diameter x are shown. Assuming a pH value of pH=7.07 and a monomodal particle size distribution with a d50 value of 0.583 µm (d50: 50 % of the total sample volume has a particle diameter smaller than or equal to this value) an increased flocculation is observed due to a continuous reduction of the pH value down to pH=2.53, which is reflected in the bimodal distribution of the particle size and the corresponding d50 value of 60.435 µm. It is essential to detect the pH value as accurately as possible, since even changes in the hundredth range result in a significant change in the particle size distribution. The final evaluation of the measurement results thus allows the conclusion that even with trivial analyses, such as milk in tap water, one can be quite critical of the quality of the measurement medium. The additional pH value monitoring logically benefits many other protein-based samples, for example from the food and pharmaceutical sectors.
Direct correlation between pH value and dispersion using the example of rapid cement
In addition to monitoring the pH value in the case of pH-critical samples or maintaining the same ambient conditions at all times for the purpose of quality assurance, the pH value can also be used to draw conclusions about the degree of non-dispersed, i.e. still agglomerated, particles. Figure 2 shows the particle size distribution of quick cement on the one hand directly after addition to the dispersion bath and on the other hand after 60 s ultrasonic treatment at a power of 50 W, which is used to de-agglomerate the particles. In the course of ultrasonic treatment, the d50 value is reduced from 36.029 µm to 35.237 µm.
In the same period, the pH value increases from 10.99 to 11.30, which indicates a direct correlation between the two parameters. It should be noted that in addition to the dissociation process, other chemical transformations take place which, among other things, initiate the hardening of the cement, influence the particle size and can thus have an effect on the pH value.
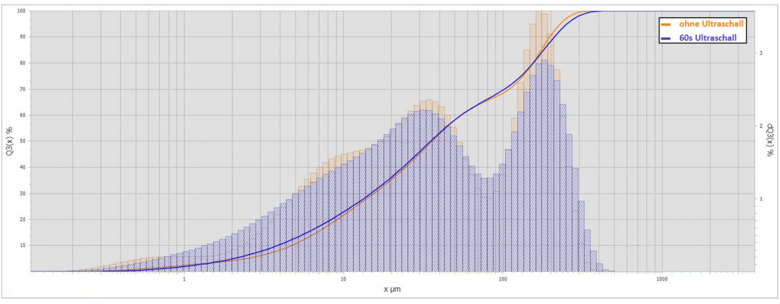
pH=10,99 to pH=11,30. Measured with an ANALYSETTE 22 NeXT with pH module.
pH value measurement is valuable for particle size determination
By means of two application examples it has been shown that not only the classical monitoring of the temperature of a dispersion, but rather a dedicated monitoring and control of the pH value is necessary for particle sizing. It was shown that pH value and particle size distribution are directly correlated for certain suspensions and emulsions. Furthermore, in dispersed samples, the observation of a pH value change can be an indicator for a non-finally dispersed phase within the analyzed sample volume.
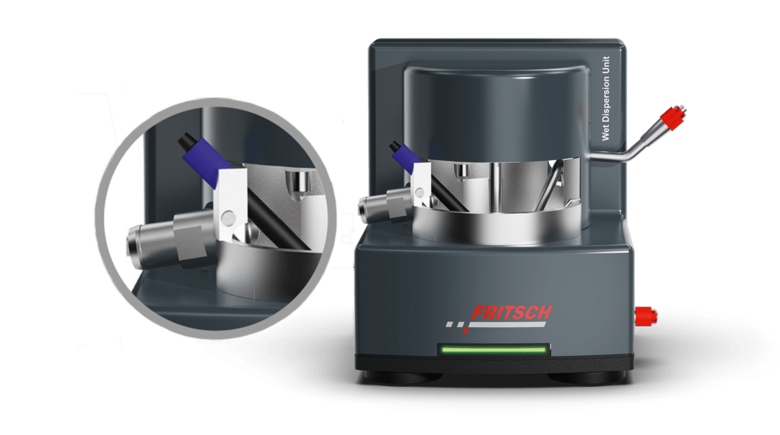
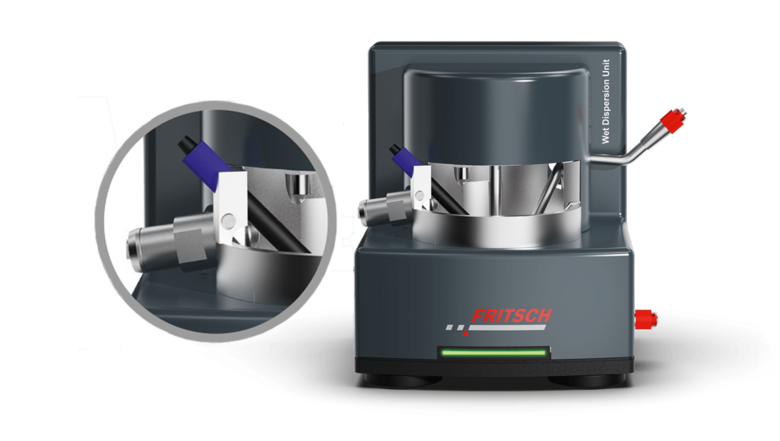
The newly introduced combination of particle size analysis and pH measurement by FRITSCH, which has been patented in the meantime, picks up on the importance of the pH value for optimal dispersion. Due to the modular design of the FRITSCH Laser Particle Sizer ANALYSETTE 22 NeXT, the new pH module can now be added to the wet dispersion unit for the determination of the particle size distribution of suspensions and emulsions by means of laser diffraction according to ISO 13320 for relevant samples (Figure 3). By means of a unidirectional interface, values from the pH meter can be transferred directly to the software of the ANALYSETTE 22 NeXT via an SOP command. This enables an exact determination of the pH value of the sample bath both before, during and also after the dispersion process.
-
Download the FRITSCH-report as PDF file

FRITSCH GmbH - Milling and Sizing
55743 Idar-Oberstein